From Blank to Blank
Producing coins is a complex process. They might be familiar objects, but the range of processes and skills involved may surprise you. Each of the millions of coins struck every year must meet strict standards of composition, weight, thickness and design.
The Royal Mint prides itself on mass-produced accuracy. Making a coin involves three distinct steps: creating the designs, preparing the blank metal disc and striking the coin.
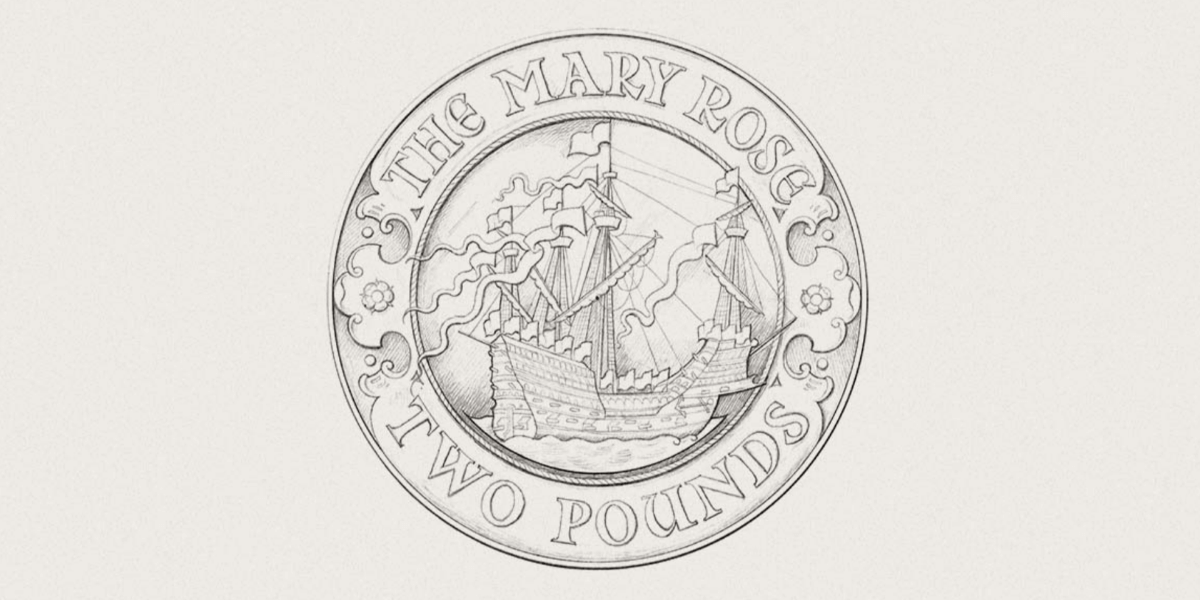
Artwork for the 2011 £2 coin marking the 500th anniversary of the maiden voyage of the Mary Rose
Coin Design
More often than not, a coin design begins with a drawing. A design brief outlines the subject, but artists are given as much freedom as possible in interpreting the brief..

Artwork for the 2011 £1 coin depicting the official badges of the capital cities of the United Kingdom, with the badge of Cardiff being the principal focus
Usually, both freelance artists and Royal Mint designers are approached, although sometimes the process is also open to the general public as with the latest £1 coin design, based on the artwork of 15-year-old David Pearce from Walsall.
The designs submitted by artists are then presented to The Royal Mint Advisory Committee, an independent panel of specialists in areas such as art, heraldry, lettering, sculpture, history and numismatics.
After careful consideration the Committee picks a winning design for recommendation to the Chancellor of the Exchequer, who also holds the title of Master of the Mint. Once endorsed by the Chancellor, the design is passed to The Queen for final approval. Only after Her Majesty has approved a design can The Royal Mint begin production. It is an approval process that can take several months to complete and the same procedure occurs for each and every coin design found in your change.
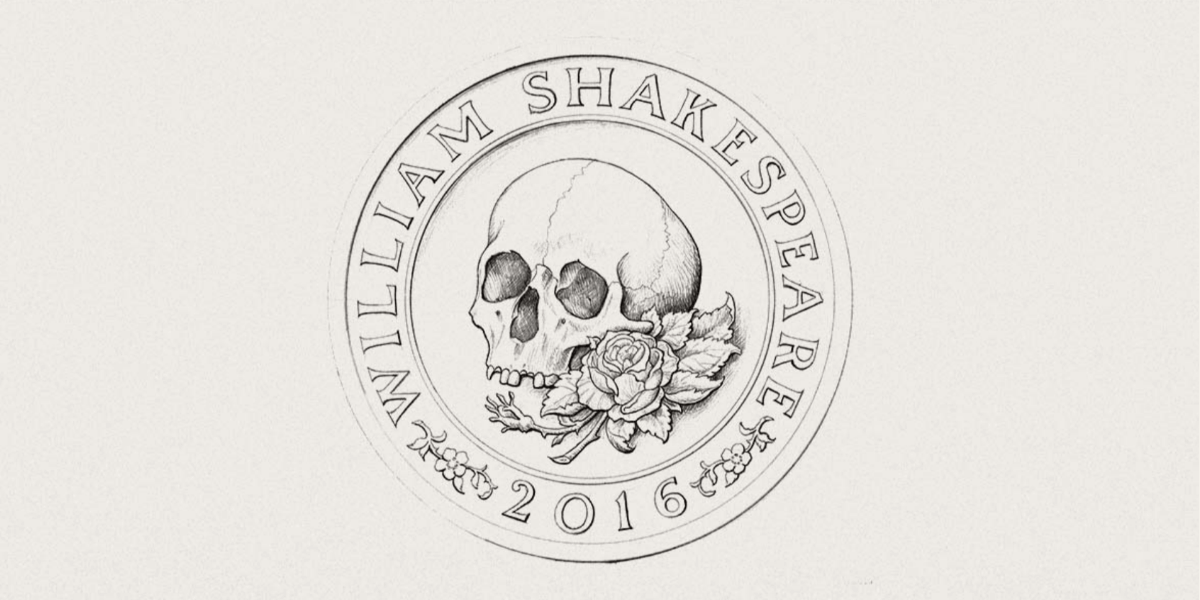
Artwork for the 2016 £2 coin marking the 400th anniversary of the death of William Shakespeare.
Christopher Ironside
When Britain changed from the old system of pounds, shillings and pence to the current system of pounds and pence, new designs were needed for the coins.

Christopher Ironside
Christopher Ironside was one of the leading coin designers of his generation, so it was natural that in the early 1960s he was one of those approached to produce ideas for these decimal coins. He worked tirelessly on the designs in total secrecy for a number of years before learning in 1966 that the Chancellor of the Exchequer, James Callaghan, had decided it would be better to start again with an open and anonymous competition.
Ironside decided he would enter the public competition and eventually, his years of work paid off. His designs were chosen for the reverse or ‘tails’ side of all six new denominations, from the halfpenny to the 50p.

Definitive reverses designed by Christopher Ironside for the first United Kingdom decimal coins
Design and Die-Making
From the winning design, a large-scale plaster model is prepared with the details cut into the plaster by hand. Working at a large scale allows tiny details to be included that would be nearly impossible to do if working at the actual size of a coin. The plaster is placed on a scanning machine where a digital camera photographs the details from all angles. As a digital image, changes can now be made on screen, and when complete the digital file is turned into a cutting programme, instructing a computer-controlled engraving machine to cut the design into a soft piece of steel at coin size.
The resulting tool, known as a reduction punch, is the first in a series of tools which, after a number of stages, result in the finished dies which are used to strike the coins.
The tools used to strike the coins are often worked on by hand to ensure the resulting coins are of the highest quality.

From left to right: Computer-controlled engraving machine; Hand engraving
Making Money
Preparing the Blank Disc
The exact composition of each coin is agreed between The Royal Mint and HM Treasury and is a closely guarded secret.

Metal ingots for melting
Casting the Metal
The different metals required for each coin are melted together in a furnace which can reach temperatures of up to 1450°C. A sample of this molten metal is then analysed to confirm the composition is correct.

Furnaces in the melting, rolling and blanking facility
The melt is then poured into a holding furnace where it is cooled before being rolled out into a continuous strip which is wound into large coils.
Each coil can weigh approximately 2.5 tonnes.
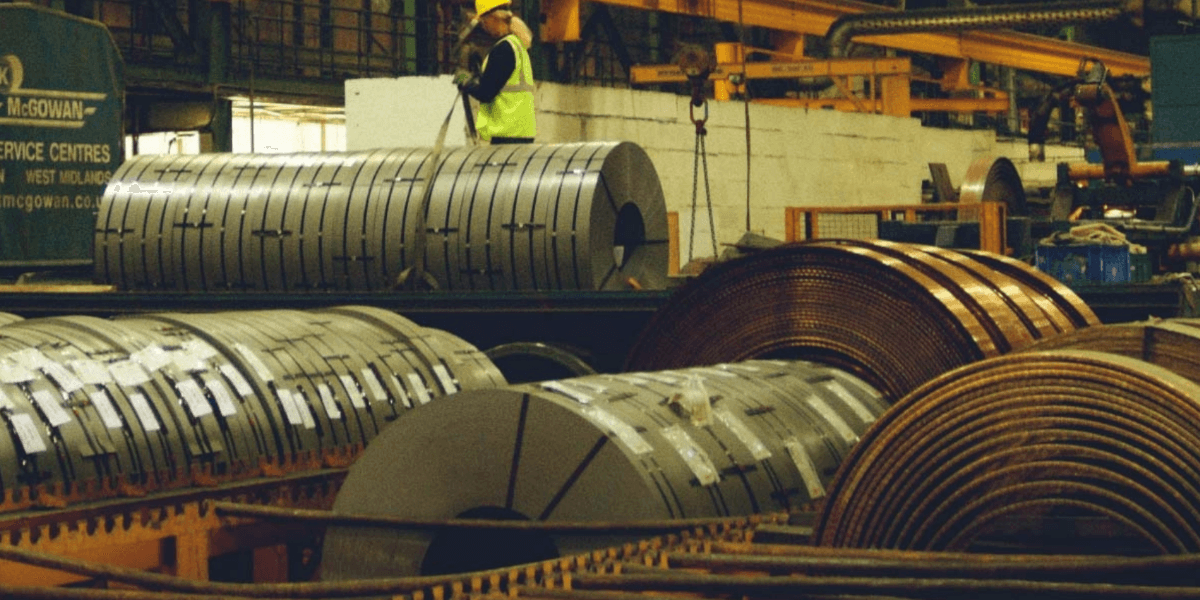
Coils of metal in the factory
Scalping
Casting impurities are removed from the surface of the strip by a scalping machine, where rotating blades shear off half a millimetre from the upper and lower faces. This transforms the dull and grubby appearance of the strip into one that is clean and shiny.
Rolling
The strip, usually cast about 16mm thick, has to be rolled down to the correct thickness. A heavy roller initially reduces the strip to around 3mm before the process is completed on a finishing mill where the strip is reduced further to the correct thickness.
Around 480,000 blanks for 1p pieces can be punched from a single coil.

Coil strip metal
Blanking
Blank discs of metal of the correct size are punched from the strip in a blanking press; a single blanking machine is capable of producing some 8,000 blanks a minute. Next, the blanks are placed in a rimming machine. This gives them a slightly raised rim which serves a number of purposes including making the coins easier to stack and protecting the surface of the coin.
![]()
Blank discs punched from the strip in a blanking press
Electroplating
With the rise in costs of raw materials The Royal Mint is also able to offer plated coins, and a number of United Kingdom coins are today made from plated steel.
A thin layer, of copper, nickel or brass is electroplated directly onto a steel blank. The resulting coins typically have a lifetime of 25-30 years in circulation and, as a result, plated blanks and are becoming an increasingly popular option with many countries around the world.
Annealing
Having become work-hardened, the blanks must be annealed, or heated, in order to soften them ready for striking. To achieve this, they are passed along a conveyor belt through an annealing furnace, where they are heated at temperatures of up to 950°C.
![]()
Blank discs being fed into the annealing furnace
Pickling
The blanks are then pickled, or cleaned, in an acid solution to remove any blemishes from the surface. Ball bearings are added to the drums containing the blanks and, together, they are swirled around in a cleaning solution, the abrasive action of the ball bearings and the solution cleaning the surface of the blanks. After a final diluted wash and dry, the blanks are ready for striking.
Striking the coin
Large stillages of clean and shining blanks are then tipped into a container, known as a hopper, above a coin press. Each blank is fed into perfectly sized recesses in a circular plate. As the plate rotates, the blank is held by a collar as it sits between a pair of dies. With one strike, the heads and tails are added and the blank disc becomes a coin.
Coining presses can strike around 750 coins a minute.

Newly struck £1 coins
Trial of the Pyx
Since at least 1282 coins produced by The Royal Mint have been independently checked in a procedure known as the Trial of the Pyx. It is thought to be the oldest independent control process in the world.
It takes its name from the pyx or box that holds the sample coins set aside for testing. The Trial consists of an examination by a jury entirely independent of The Royal Mint, to check the coins are of the proper weight, diameter and composition. They are checked against official trial plates made of gold, silver, nickel, copper or zinc.

Trial of the Pyx ceremony
Today the Trial is conducted each year by the Goldsmiths’ Company of the City of London. A jury is sworn in by The King’s Remembrancer, the senior judge who presides over the ceremony. Throughout the year, in preparation, thousands of coins are set aside by The Royal Mint and a sample of these is selected by the jury for testing.
During the trial the jury first counts the sample coins to see that the correct number are present, and then the coins are weighed in bulk. Some are also weighed individually to confirm that they are within the tolerance allowed by law.
After an interval of two or three months the jury’s verdict is delivered to The King's Remembrancer in the presence of the Master of the Mint or their deputy.
Newton and the Trial of the Pyx
There can be no question that the most famous figure in the history of The Royal Mint is Sir Isaac Newton, appointed Warden in 1696 and then Master three years later.
Isaac Newton
Over a 30-year period he played a full and active part in running the Mint raising its status by his presence and scrupulous behaviour. Given his focus on accuracy, it is no wonder that he reacted angrily in 1710 to the judgement of the jury at the Trial of the Pyx that his gold coins were below standard. The coins had been tested against the newly introduced gold trial plate of 1707 and the failure was of serious and personal concern to Newton. He simply would not accept that coins made under his direction could be sub-standard.
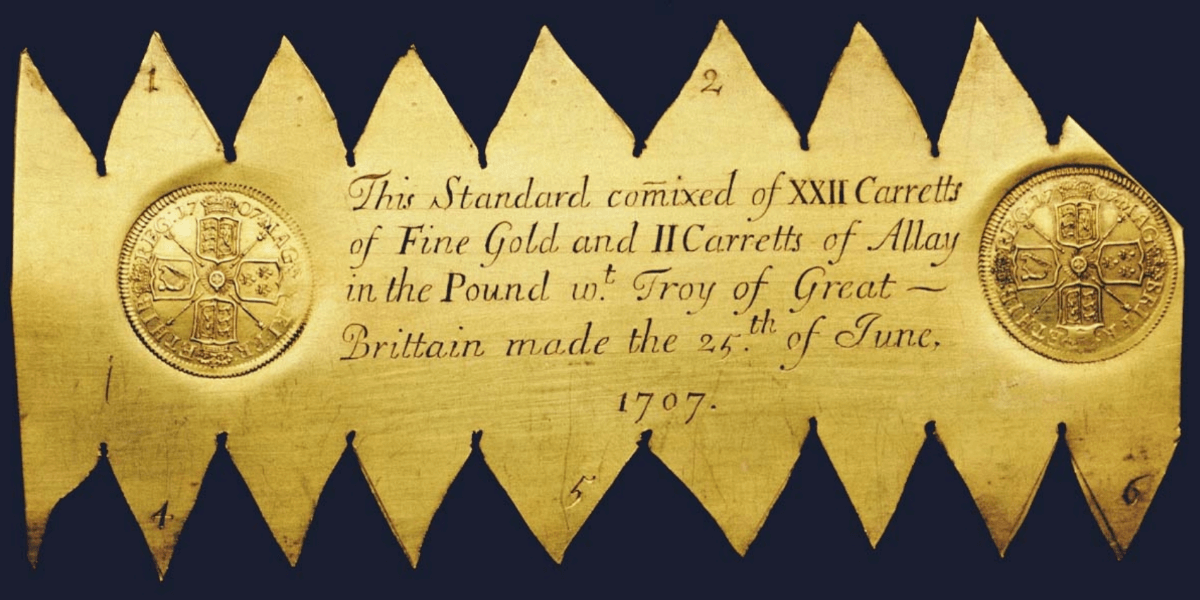
From left to right: 1707 gold trial plate
He was able to prove that it was the plate that was wrong, not the coins. The plate had mistakenly been made finer than the legal requirement. Newton had cleared his name, as well as that of the Mint, and he saw to it that the previous plate of 1688 was returned to use.
Content provided, with thanks, by The Royal Mint Museum.
From Blank to Blank
Producing coins is a complex process. They might be familiar objects, but the range of processes and skills involved may surprise you. Each of the millions of coins struck every year must meet strict standards of composition, weight, thickness and design.
The Royal Mint prides itself on mass-produced accuracy. Making a coin involves three distinct steps: creating the designs, preparing the blank metal disc and striking the coin.
Artwork for the 2011 £2 coin marking the 500th anniversary of the maiden voyage of the Mary Rose
Coin Design
More often than not, a coin design begins with a drawing. A design brief outlines the subject, but artists are given as much freedom as possible in interpreting the brief..
Artwork for the 2011 £1 coin depicting the official badges of the capital cities of the United Kingdom, with the badge of Cardiff being the principal focus
Usually, both freelance artists and Royal Mint designers are approached, although sometimes the process is also open to the general public as with the latest £1 coin design, based on the artwork of 15-year-old David Pearce from Walsall.
The designs submitted by artists are then presented to The Royal Mint Advisory Committee, an independent panel of specialists in areas such as art, heraldry, lettering, sculpture, history and numismatics.
After careful consideration the Committee picks a winning design for recommendation to the Chancellor of the Exchequer, who also holds the title of Master of the Mint. Once endorsed by the Chancellor, the design is passed to The Queen for final approval. Only after Her Majesty has approved a design can The Royal Mint begin production. It is an approval process that can take several months to complete and the same procedure occurs for each and every coin design found in your change.
Artwork for the 2016 £2 coin marking the 400th anniversary of the death of William Shakespeare.
Christopher Ironside
When Britain changed from the old system of pounds, shillings and pence to the current system of pounds and pence, new designs were needed for the coins.
Christopher Ironside
Christopher Ironside was one of the leading coin designers of his generation, so it was natural that in the early 1960s he was one of those approached to produce ideas for these decimal coins. He worked tirelessly on the designs in total secrecy for a number of years before learning in 1966 that the Chancellor of the Exchequer, James Callaghan, had decided it would be better to start again with an open and anonymous competition.
Ironside decided he would enter the public competition and eventually, his years of work paid off. His designs were chosen for the reverse or ‘tails’ side of all six new denominations, from the halfpenny to the 50p.
Definitive reverses designed by Christopher Ironside for the first United Kingdom decimal coins
Design and Die-Making
From the winning design, a large-scale plaster model is prepared with the details cut into the plaster by hand. Working at a large scale allows tiny details to be included that would be nearly impossible to do if working at the actual size of a coin. The plaster is placed on a scanning machine where a digital camera photographs the details from all angles. As a digital image, changes can now be made on screen, and when complete the digital file is turned into a cutting programme, instructing a computer-controlled engraving machine to cut the design into a soft piece of steel at coin size.
The resulting tool, known as a reduction punch, is the first in a series of tools which, after a number of stages, result in the finished dies which are used to strike the coins.
The tools used to strike the coins are often worked on by hand to ensure the resulting coins are of the highest quality.
From left to right: Computer-controlled engraving machine; Hand engraving
Making Money
Preparing the Blank Disc
The exact composition of each coin is agreed between The Royal Mint and HM Treasury and is a closely guarded secret.
Metal ingots for melting
Casting the Metal
The different metals required for each coin are melted together in a furnace which can reach temperatures of up to 1450°C. A sample of this molten metal is then analysed to confirm the composition is correct.
Furnaces in the melting, rolling and blanking facility
The melt is then poured into a holding furnace where it is cooled before being rolled out into a continuous strip which is wound into large coils.
Each coil can weigh approximately 2.5 tonnes.
Coils of metal in the factory
Scalping
Casting impurities are removed from the surface of the strip by a scalping machine, where rotating blades shear off half a millimetre from the upper and lower faces. This transforms the dull and grubby appearance of the strip into one that is clean and shiny.
Rolling
The strip, usually cast about 16mm thick, has to be rolled down to the correct thickness. A heavy roller initially reduces the strip to around 3mm before the process is completed on a finishing mill where the strip is reduced further to the correct thickness.
Around 480,000 blanks for 1p pieces can be punched from a single coil.
Coil strip metal
Blanking
Blank discs of metal of the correct size are punched from the strip in a blanking press; a single blanking machine is capable of producing some 8,000 blanks a minute. Next, the blanks are placed in a rimming machine. This gives them a slightly raised rim which serves a number of purposes including making the coins easier to stack and protecting the surface of the coin.
![]()
Blank discs punched from the strip in a blanking press
Electroplating
With the rise in costs of raw materials The Royal Mint is also able to offer plated coins, and a number of United Kingdom coins are today made from plated steel.
A thin layer, of copper, nickel or brass is electroplated directly onto a steel blank. The resulting coins typically have a lifetime of 25-30 years in circulation and, as a result, plated blanks and are becoming an increasingly popular option with many countries around the world.
Annealing
Having become work-hardened, the blanks must be annealed, or heated, in order to soften them ready for striking. To achieve this, they are passed along a conveyor belt through an annealing furnace, where they are heated at temperatures of up to 950°C.
![]()
Blank discs being fed into the annealing furnace
Pickling
The blanks are then pickled, or cleaned, in an acid solution to remove any blemishes from the surface. Ball bearings are added to the drums containing the blanks and, together, they are swirled around in a cleaning solution, the abrasive action of the ball bearings and the solution cleaning the surface of the blanks. After a final diluted wash and dry, the blanks are ready for striking.
Striking the coin
Large stillages of clean and shining blanks are then tipped into a container, known as a hopper, above a coin press. Each blank is fed into perfectly sized recesses in a circular plate. As the plate rotates, the blank is held by a collar as it sits between a pair of dies. With one strike, the heads and tails are added and the blank disc becomes a coin.
Coining presses can strike around 750 coins a minute.
Newly struck £1 coins
Trial of the Pyx
Since at least 1282 coins produced by The Royal Mint have been independently checked in a procedure known as the Trial of the Pyx. It is thought to be the oldest independent control process in the world.
It takes its name from the pyx or box that holds the sample coins set aside for testing. The Trial consists of an examination by a jury entirely independent of The Royal Mint, to check the coins are of the proper weight, diameter and composition. They are checked against official trial plates made of gold, silver, nickel, copper or zinc.
Trial of the Pyx ceremony
Today the Trial is conducted each year by the Goldsmiths’ Company of the City of London. A jury is sworn in by The King’s Remembrancer, the senior judge who presides over the ceremony. Throughout the year, in preparation, thousands of coins are set aside by The Royal Mint and a sample of these is selected by the jury for testing.
During the trial the jury first counts the sample coins to see that the correct number are present, and then the coins are weighed in bulk. Some are also weighed individually to confirm that they are within the tolerance allowed by law.
After an interval of two or three months the jury’s verdict is delivered to The King's Remembrancer in the presence of the Master of the Mint or their deputy.
Newton and the Trial of the Pyx
There can be no question that the most famous figure in the history of The Royal Mint is Sir Isaac Newton, appointed Warden in 1696 and then Master three years later.
Isaac Newton
Over a 30-year period he played a full and active part in running the Mint raising its status by his presence and scrupulous behaviour. Given his focus on accuracy, it is no wonder that he reacted angrily in 1710 to the judgement of the jury at the Trial of the Pyx that his gold coins were below standard. The coins had been tested against the newly introduced gold trial plate of 1707 and the failure was of serious and personal concern to Newton. He simply would not accept that coins made under his direction could be sub-standard.
From left to right: 1707 gold trial plate
He was able to prove that it was the plate that was wrong, not the coins. The plate had mistakenly been made finer than the legal requirement. Newton had cleared his name, as well as that of the Mint, and he saw to it that the previous plate of 1688 was returned to use.
Content provided, with thanks, by The Royal Mint Museum.